
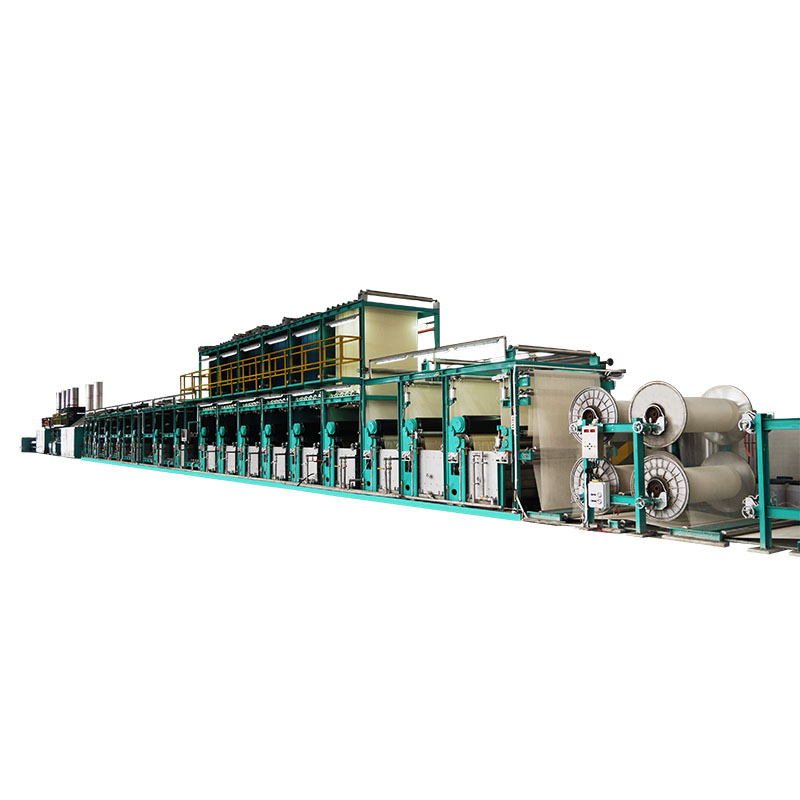
Indigo Slasher festési termékcsalád
Műszaki adatok
| 1 | Gép sebessége (festés) | 6-36 M/perc |
| 2 | Gép sebessége (méretezés) | 1 ~ 50 M/perc |
| 3 | Szellőztetési hossz | 32 millió (tipikus) |
| 4 | Akkumulátor kapacitása | 100 ~ 140 M |


Beam Creels
Jellemzők
| 1 | Festés + Méretezés |
| 2 | Hatékony termelés |
| 3 | Minimális fonaltörés |
| 4 | Több gyártási mód |
| 5 | Magasan automatizált gyártás |

Gerendafék

Elektromos szekrény részleges kilátás
A slasher indigófestés alapelvei
1. Először előkészítjük a fonalat (kötélfestéshez golyós vetemítőgéppel, slasher festéshez direkt vetemítőgéppel), és a gerenda tekercseiről indítjuk.
2. Az előkezelő dobozok előkészítik (tisztítással és nedvesítéssel) a fonalat a festéshez.
3. A festékdobozok indigóval (vagy más típusú festékkel, például kénnel) festik a fonalat.
4. Az indigót redukálják (ellentétben az oxidációval), és a festékfürdőben feloldják leuko-indigó formájában lúgos környezetben, ahol a redukálószer a hidroszulfit.
5. A Leuco-indigo a festékfürdőben kötődik a fonallal, majd a szellőzőkereten oxigénnel érintkezik, a leuko-indigo reagál az oxigénnel (oxidáció) és kék színűvé válik.
6. Az ismételt merítési és szellőztetési folyamatok lehetővé teszik, hogy az indigó fokozatosan sötétebb árnyalatúvá váljon.
7. Az utómosó dobozok eltávolítják a fonalról a felesleges vegyszereket, ebben a szakaszban további vegyszerek is használhatók különböző célokra.
8. A méretezési folyamat közvetlenül a festés után ugyanazon a gépen történik, a végső gerendák készen állnak a szövésre.
9. A termelékenységet tekintve a slasher festési tartomány általában a 24/28 kötélfestési tartomány gyártási kapacitásának felével rendelkezik.
10. Gyártási kapacitás: Körülbelül 30000 méteres fonal egy slasher festési tartományban.

Fejtartó

Méretező doboz

Osztott zóna

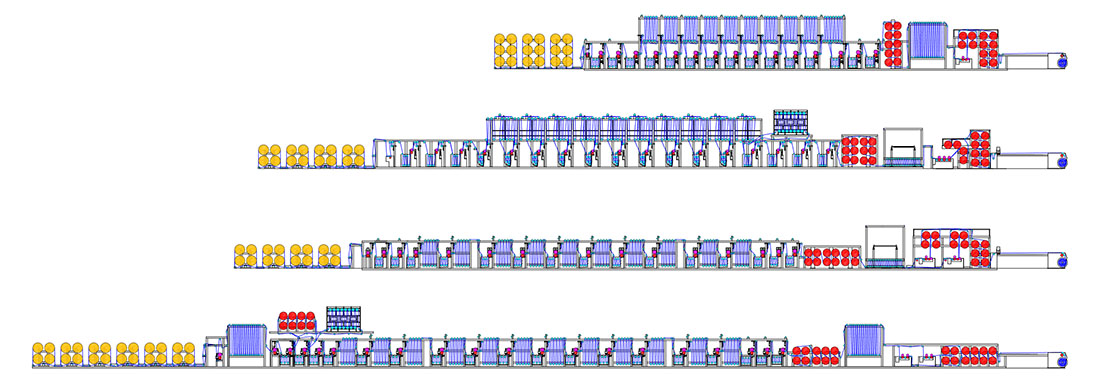
Slasher festőgép felülnézete


Automatikus feszültségszabályozás

Endress+Hauser áramlásmérő

Felső lap és alsó lap





